半自动曲轴淬火机床如何工作

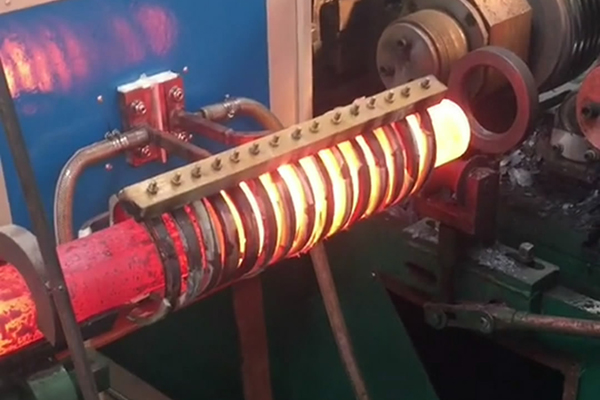
电感式淬火机床由淬火槽和活动式淬火推车组成。急速冷却槽内有急速冷却液和四个可以夹住曲轴并旋转的星形支架,左边的驱动装置可实现曲轴的旋转,右边的分度装置可实现星形支架90的快速翻转,把工件由受热转至淬火工位,也就是在淬火液面下面。硬化的液体在淬火槽内流动循环。为淬火轴颈的槽底设计了一种活动的喷液器,淬火液由淬火泵连续地向喷嘴输送,使淬火轴颈附近的淬火液搅动并循环流动。喷嘴的位置可以随淬火轴移动。调质小车上安装调质变压器、传感器和中频电容器柜,缩短振荡圈,降低电能损耗。变送器悬挂在淬火小车的四连杆平行机构上。感应头(包括水和电)连接在淬火变压器次级线圈上,采用快换机构,通过手柄和凸轮机构更换感应头,一般更换时间为15秒。升降装置和平衡卷簧安装在小车顶部,用来升降变压器感应器组,并使感应器能以一定的重力压在被加热的铀颈上,在空隙处追踪,加热后感应器会自动上升,星形支架将被加热的轴颈快速浸入淬火槽中(<1.5s),另一个未加热的轴颈则转到待加热位置。

在电容器柜的面板上还设有功率脉动装置,由一个接近开关和一个以上碰撞块组成。硬化机后,配有拖链,拖链上安装有软式中频同轴阻尼电缆和进、出水管及控制导线,配合硬化车在硬化槽的左右移动。因曲轴主轴颈、连杆轴颈、主轴颈、油封凸缘、花键轴、止推表面等部位淬火要求不同,需采用不同规格的传感器(电压、功率、接线容量等)。所以在感应器的底端有一个编码器,每个编码器有一个编码,主轴颈上装上快换夹头,计算机系统即接受编码器编码的信号,进行编码器编程。采用传感器进行一种尺寸的轴颈部淬火。

该半自动曲轴淬火机床以其体积小、弹性好、曲轴制品变换方便等优点,在欧美广泛使用,缺点是劳动量大、产量低。改进型为一台淬火小车,配备两个带星形支架的床槽,当其中一个床槽在卸载曲轴时,另一个床槽可进行淬火操作。用这种方法可以使曲轴产量提高20%左右,减轻劳动量的改进是采用自动更换传感器,这种新产品已经问世。
这是一种液淬工艺,曲轴淬火后必须进行炉内回火。为了节约生产面积,该回火炉体目前的设计是向上发展,以满足生产需要。
|联系海拓
第一时间了解我们的新产品发布和最新的资讯文章。 广东海拓智能科技有限公司,是国内较早研制中高频感应加热设备的生产厂家,集聚多位专业从事感应加热设备工程师专家、集研发、设计、生产制造、销售、服务于一体民营企业。已经通过 CE认证,ISO9001体系认... 您有什么问题或要求吗?
点击下面,我们很乐意提供帮助。 联系海拓