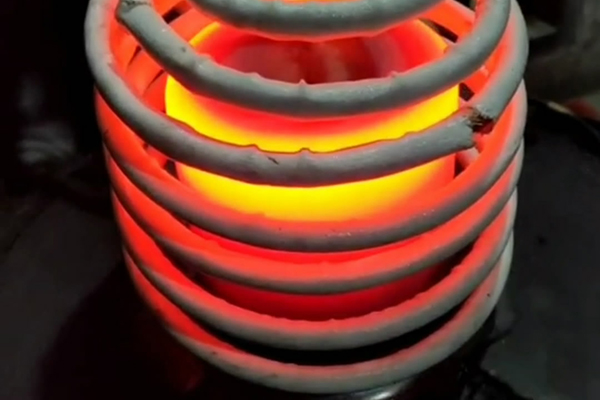
感应淬火机床感应加热就是利用电磁感应在工件内产生涡流而将工件进行加热。感应加热表面淬火与普通淬火比具有如下优点:热源在工件表层,加热速度快,热效率高;工件因不是整体加热,变形小;工件加热时间短,表面氧化脱碳量少;工件表面硬度高,缺口敏感性小,冲击韧性、疲劳强度以及耐磨性等均有很大提高。

感应淬火机床设备
有利于发挥材料的潜力,节约木料消耗,提高零件使用寿命;感应淬火机床设备紧凑,使用方便,劳动条件好;感应淬火机床便于机械化和自动化,不仅用在表面淬火还可用在穿透力热与化学热处理等。
曲轴感应淬火机床
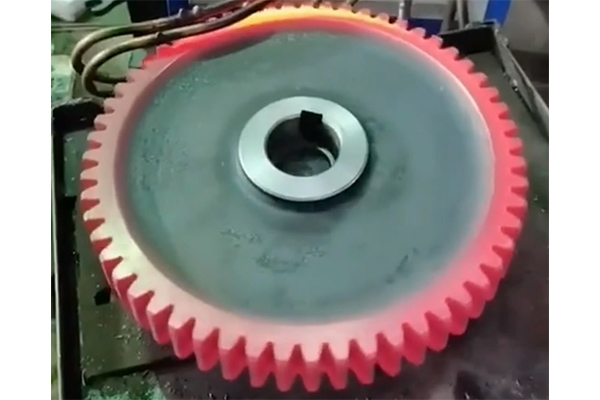
感应淬火机床感应加热频率的选择:根据热处理及加热深度的要求选频率,频率越高加热的深度越浅。高频:(10kHz以上)加热的深度为0.5-2.5mm,一般用于中小型零件的加热,如小模数齿轮及中小轴类零件等。中频:(1-10kH2)加热深度为2-10mm,-般用于直径大的轴类和大中模数的齿轮加热。工频:(50Hz)加热淬硬层深度为10-20mm,一般用于较大尺寸零件的透热,大直径零件(直径300mm以上,如轧辊等)的表面淬火。 |